La Profesora y Licenciada en Bellas Artes Ana Melano, actualmente Prof. Titular de Grabado II en la Escuela Universitaria de Bellas Artes de la Universidad Nacional de Rosario, realizó hace unos años una excelente investigación sobre la posibilidad de grabar el hierro con sulfato de cobre, esta es la sintesis de su tesis que compartimos con todos nuestros amigos de Grabado menos tóxico:
SULFATO DE COBRE: UN MORDIENTE ALTERNATIVO
PARA CALCOGRAFÍA EN PLANCHAS DE HIERRO
Autora:
Prof. y Lic. Ana Melano
(El
presente escrito es una síntesis de la
tesis de Licenciatura de la autora)
Este trabajo se inscribe dentro de las
problemáticas planteadas por la corriente Grabado
No Tóxico que cuestiona los productos y materiales usados tradicionalmente
en la gráfica en virtud de las consecuencias nocivas para la salud y el medio
ambiente que éstas pueden acarrear. Las
investigaciones realizadas dentro de estas premisas tienden a minimizar los
riesgos en los talleres de grabado y, si bien la denominación Grabado No tóxico resulta efectiva en
tanto que plantea claramente sus objetivos, creemos que es más apropiado hablar
de un Grabado Menos Tóxico ya que nuestras
posibilidades de acceso a los nuevos materiales y nuestras condiciones de
trabajo en los talleres distan mucho de aquellas de las instituciones de los
centros internacionales donde esta corriente se origina y desde donde se
propaga.
La conciencia sobre
la necesidad de volver sustentables las acciones humanas, alcanza también al
artista grabador del presente que aúna no sólo los aportes de la tradición y
las nuevas posibilidades que la tecnología ofrece, sino que, además, intentará
sanear las prácticas del oficio en pos de alternativas menos riesgosas. Es desde esta
perspectiva que Keith Howard, uno de los iniciadores de Grabado No tóxico,
plantea que sus aportes a esta corriente en definitiva persiguen el objetivo de
“salvar” al grabado. Sabida es la preocupación de algunas instituciones de
educación superior europeas que, ante la peligrosidad de los procedimientos tradicionales,
procedieron a invertir en la investigación y divulgación de alternativas menos
riesgosas. De otro modo, se enfrentaban a la posibilidad cierta de erradicar de
los planes de estudio de las carreras de Bellas Artes aquellas materias que,
como el grabado, no aseguraran una formación integral coherente con el respeto
hacia el medio ambiente.
El Taller
Si pensamos en las
herramientas, materiales o productos que en general utilizamos en nuestros talleres,
comprobaremos que todos ellos conllevan un riesgo potencial en su utilización.
Esta situación se acrecienta si su uso es incorrecto o imprudente. Muchas
veces, esto sucede por falta de información o por una transferencia “boca a
boca” entre los mismos alumnos de una información fragmentada o distorsionada
que conspira contra la correcta utilización de las herramientas, sus prestaciones
o vida útil y, también, contra la salud o la integridad física de los propios
estudiantes. La excesiva cantidad de alumnos en los talleres, situación
habitual en nuestras instituciones, es un factor que aumenta este riesgo ya que
dificulta, por un lado, la correcta transmisión de la información y por el
otro, un control responsable sobre sus acciones.
Con respecto al
ambiente de trabajo consideramos que una manera de volverlo más seguro es
manteniendo el lugar ordenado, limpio, bien iluminado y muy bien ventilado, sin
elementos que obstruyan la salida, con matafuegos señalizados y en condiciones
de uso y, por supuesto, con un botiquín de primeros auxilios, a la vista y
accesible, para algún caso de urgencia que pudiera presentarse. Todos los
productos de riesgo, como solventes, ingredientes de mordientes y barnices,
tintas, etc., deben estar convenientemente etiquetados y, de ser posible, separados
y resguardados del ámbito de trabajo en armarios cerrados con llave. Como
muchos de estos productos son inflamables se debe tener muy en cuenta la
calidad y el estado de la instalación eléctrica y de gas, debiéndose revisar
periódicamente el funcionamiento de anafes, estufas u otras fuentes de calor o
ígneas que pudieran existir.
Coincidiremos
en que se hace necesaria una seria evaluación de los riesgos que rondan el desarrollo
de las actividades en cualquier taller de grabado pero, si hablamos
específicamente de uno dependiente de una institución educativa, involucramos
una gran cadena de responsabilidades, que muchas veces se vuelve inabordable.
Apuntamos, entonces, a despertar inquietudes con respecto a estos temas, en
primera instancia, sobre los individuos directamente involucrados en estas
prácticas que, a partir de comprender la importancia de manejar estas
variables, pueden protegerse y ayudar al entorno inmediato.
Debemos
saber, entonces, con qué elementos estamos trabajando y las consecuencias que
estos pueden acarrear ya sea sobre nuestra salud o sobre el ambiente en
general. Consideramos ideal dejar de utilizar aquellos que puedan ser
reemplazados por otros que ofrezcan prestaciones similares, pero cuando esto no
es posible, deberemos protegernos convenientemente con elementos de seguridad apropiados.
Por su parte, las instituciones educativas tendrían que hacerse cargo de las
responsabilidades que les competen y ofrecer una infraestructura acorde a los
riesgos de las actividades desarrolladas. Muchas veces me pregunto si las
autoridades tienen un verdadero conocimiento de los riesgos implicados en las
prácticas de los talleres, aunque
personalmente estoy convencida de que si estuviéramos regidos por las
leyes de seguridad laboral vigentes en la industria, la mayoría de nuestros
talleres estarían inhabilitados para funcionar.
A estos
comentarios con respecto a nuestro espacio de trabajo, quisiera agregar que
aunque nos llene de preocupación y alarma, lo importante es conocer y ser
concientes de los riesgos que implica desarrollar estas actividades y, en base
a eso, tender a minimizarlos con respeto y responsabilidad pero sin renunciar
jamás a una experiencia tan gratificante y enriquecedora como es la práctica de
taller. Este es un ámbito dónde se propicia la comunicación, el compromiso
colectivo, el respeto y la solidaridad entre las personas que allí trabajan,
por lo que decimos que el taller, en sí mismo, es una instancia de aprendizaje.
Compartir el espacio de trabajo, las herramientas, los materiales y, sobre
todo, las experiencias ante nuevos abordajes técnicos, sus posibilidades y
resultados, suelen ser vivencias entrañables que todos los alumnos acostumbran
referir, a posteriori, con nostalgia.
La manipulación
correcta y segura de la maquinaria o herramientas utilizadas en el taller dependerá,
entonces, de la responsabilidad de cada uno de los agentes que en él se
desenvuelvan. Los docentes debemos brindar la información técnica necesaria que
permita a los alumnos llevar adelante actitudes responsables frente a la
utilización de estos elementos, tanto los de uso común como los de uso
individual. Pero, esto que afirmamos en el caso del herramental del taller no
es aplicable a la mayoría de los productos químicos presentes en las prácticas
gráficas casi desde sus orígenes y que, de hecho, están siendo cuestionadas y
revisadas en la actualidad por las graves consecuencias a la salud que pueden
acarrear.
Es a
partir del reconocimiento de esta problemática en torno a la toxicidad de los
productos que utilizamos en nuestros talleres gráficos que entramos en contacto
con la corriente de Grabado no Tóxico.
Como decíamos, esta denominación designa una
serie de procedimientos de grabado y fotograbado alternativos a los
tradicionales, y fue propuesta en el año 1998 por Keith Howard en su libro Non-toxic intaglio printmaking. Otros
destacados representantes de esta corriente son Friedhard Kiekeben, Cedric
Green, Henrik Boegh y Nik Semenoff. En nuestro caso tomamos los desarrollos del
“Grabado no tóxico” a través de replanteos realizados por Eva Figueras Ferrer y
Paco Mora Peral, artistas y docentes españoles sumamente activos en la
divulgación de esta corriente.
Los ácidos más usados tradicionalmente son el ácido nítrico y el mordiente holandés, siendo éste último una mezcla de agua, ácido clorhídrico y clorato
de potasa. Entre las sales, la más
usada es el cloruro férrico, llamado
también percloruro de hierro. Otras sales para grabar las planchas de metal son
el sulfato de cobre y el persulfato de sodio o sodio peroxodisulfato. Este último, de
uso más reciente en el grabado calcográfico, se lo describe como un mordiente
transparente que no desprende gases, apto para trabajar con cobre y zinc.
A modo de
información general, podemos decir que el ácido nítrico es un líquido corrosivo
y tóxico que a temperatura ambiente libera vapores rojos o amarillos. No es
inflamable ni explosivo en condiciones normales de uso, pero si corrosivo y
reactivo con la mayoría de los metales, liberando hidrógeno, que sí es
altamente inflamable y explosivo. Además, el nítrico facilita la combustión de
otras sustancias. Al calentarse se descompone y produce vapores tóxicos que
podrían acumularse en lugares cerrados. En contacto con el agua puede reaccionar
violentamente y despedir gases corrosivos y tóxicos. Esta reacción puede
generar mucho calor lo que aumenta la concentración de humos en el aire.
El cloruro férrico, también denominado
incorrectamente percloruro de hierro o percloruro férrico, es considerado un buen sustituto del
ácido nítrico. Es muy previsible, controlable, regular y permite obtener
grabados de una gran definición, sobre todo con el cobre, aunque sea más lento
que el nítrico. Cuando se disuelve en agua, produce hidrólisis y libera calor
en una reacción exotérmica, resultando de ello una solución ácida y corrosiva.
Entre
sus ventajas se destaca que los productos químicos utilizados
en su composición no son peligrosos,
por ende, el taller se vuelve más saludable (tanto
en la manipulación como
en la conservación del producto), aspecto destacable siempre pero que se vuelve
fundamental cuando se trabaja con grupos numerosos de alumnos. En este sentido, al
ser un mordiente que no desprende vapores tóxicos
durante el proceso de corrosión de las planchas, no
requiere extracción especial de humos sino que una ventilación normal del
taller es suficiente para asegurar un ambiente de trabajo sano.
Tampoco se necesitan demasiados cuidados al momento de su desecho, aunque siempre
es conveniente la neutralización con bicarbonato de sodio.
Algunos
autores marcan, como inconveniente de este mordiente, que al actuar sobre zinc
produce gran cantidad de depósitos de sales que deben ser recogidos con un
colador y guardados en un frasco de vidrio hasta su disposición final. En el
caso de morder hierro, estos depósitos no son problemáticos, aunque es
conveniente removerlos mientras se produce la corrosión.
Otro aspecto
negativo que se menciona es la aparente ineficacia de los productos acrílicos,
alternativas menos tóxicas de los barnices tradicionales. Éstos no resisten de
manera conveniente ante el efecto corrosivo de este mordiente, manifestándose,
luego de tiempos prolongados de mordido, un “picoteado” en la plancha que
interviene de manera notoria durante la estampación. Si bien, una de las
posibles causas de este efecto no deseado puede ser el desengrasado incorrecto
de la plancha (previo a la aplicación del barniz acrílico), se piensa que, en
realidad, el origen de este problema es la cantidad de agua que interviene en
la composición de la solución salina lo que estaría alterando la capa
protectora de barniz acrílico. Cedric Green se inclina por esta hipótesis y ha
optado por barnizar las planchas con tinta calcográfica con unas gotas de
secante de cobalto. Sobre
este punto es bueno aclarar que si bien en Argentina no accedemos fácilmente a
productos específicos para estos fines, sí contamos con productos comerciales
destinados a la limpieza de pisos de la firma Blem que responden adecuadamente
a los tiempos necesarios de mordido para las planchas de hierro. Éstos, mezclados
con algún barniz acrílico, son un eficiente reemplazo de los barnices tradicionales
de base solvente.
- Cedric
Green utiliza una composición saturada de
sulfato de cobre con agua, a la que llama Bordeaux Etch.
- Friedhard
Kiekeben desarrolló el Saline Sulphate
Etch y a una solución menos concentrada de sulfato de cobre añade sal común
de mesa para reactivar el mordiente y acelerar el proceso corrosivo.
- Nik
Semenoff propone una mezcla similar
a la de Kiekeben pero añade bisulfato de sodio, con lo que consigue morder el
aluminio.
Cedric
Green ha desarrollado el Bordeaux Etch como
alternativa para morder planchas de zinc sin las complicaciones que se generan
entre este metal y el mordiente a base de cloruro férrico. Según este autor, en
la actualidad numerosos grabadores eligen trabajar con zinc por diferentes
motivos. Entre ellos se destacan los económicos, ya que este metal al ser menos
costoso que el cobre, facilita el acceso a formatos más grandes tanto para los
profesionales como para los estudiantes.
Green,
en sus desarrollos relacionados con este mordiente salino, refuta la creencia
de muchos grabadores que dan por sentado que usar cloruro férrico es una alternativa
totalmente segura al del ácido nítrico. Sí lo acepta en el caso de morder
planchas de cobre, pero lo describe como un químico muy ácido, cuyo uso resulta
muy desagradable haciéndose necesaria la utilización de guantes y mascarilla y,
además, es necesario disponer de buena ventilación en el ambiente de trabajo.
Ahora bien, en el caso de las planchas de zinc, desestima de plano la
utilización del cloruro férrico por una serie de motivos que enumeramos:
- Durante el proceso de mordida, se
liberan burbujas de hidrógeno que reaccionan en el aire produciendo pequeñas
explosiones.
- Se genera, además, un sedimento de hierro que
forma una costra en las superficies grabadas que aletarga la corrosión.
- Esta costra de hierro es abrasiva y al
eliminarla se dañan los bordes del barniz y las aguatintas delicadas.
- La solución usada con este metal contiene cloruro
de zinc, que a la postre es más corrosivo que el propio cloruro férrico.
- Si no se eliminan las burbujas que se producen,
dan por resultado una mordida irregular.
- Al realizar mordidas profundas en grandes zonas
expuestas de metal, la reacción química genera
mucho calor y libera vapores de un ácido muy corrosivo llamado hidrodórico
que, al ser transportado por el hidrógeno, contamina el ambiente.
Green
reconoce el aporte que hace Kiekeben al respecto, que consiste en agregar ácido
cítrico para acelerar la mordida y disolver el sedimento, pero considera que el
cloruro férrico sigue siendo un ácido y muchas de las objeciones planteadas en
el uso con el zinc son válidas aún con este agregado.
Ante
las complicaciones que representa el cloruro férrico en su combinación con el
zinc, Green desarrolla una alternativa mucho más segura para grabar las
planchas de zinc y de acero (hierro). Para el zinc recomienda la utilización de
una solución pura y concentrada de sulfato de cobre y para grabar el hierro, le añade una cantidad igual de cloruro de sodio (sal
de mesa). Describe este método como electroquímico
basado en una solución única, barata y fácil de conseguir. En el caso de morder
aluminio acepta el aporte de Nik Semenoff, quien recomienda agregar bisulfato
de sodio.
La
denominación Bordeaux Etch proviene
del nombre que le dan los vitivinicultores, agricultores y jardineros al
sulfato de cobre. Lo conocen como mezcla Bordeaux y es ampliamente usado desde
antaño para combatir el moho de las vides. Cedric Green, concluye que, aunque
haya que usar guantes para evitar que la piel se manche de un color azul al
entrar en contacto con el mordiente, la manipulación de esta solución es mucho
más segura que la del cloruro férrico.
A
partir del Bordeaux Etch, Friedhard Kiekeben, por su lado y luego de algunos años de pruebas comparativas,
recomienda el mordiente de sulfato de cobre como superior a cualquier otro en
cuanto a seguridad y posibilidades creativas para el zinc, teniendo como
ventaja, además, que funciona muy bien en el grabado de cubeta sin requerir de
medidas adicionales como el calentamiento o la aireación. Pero encuentra que la
solución de sulfato de cobre puro se agota rápidamente y el tiempo de grabado
es algo lento. Comprueba que agregando cloruro de sodio (sal común de mesa) al
sulfato, se activa la acción del mordiente triplicando el efecto corrosivo del
sulfato de cobre puro y produciendo, a la vez, un grabado vigoroso sin la sedimentación
ni la rugosidad de la superficie del Bordeaux
Etch. Durante el proceso de mordida, los sedimentos de hidróxidos metálicos
y los óxidos salen continuamente a la superficie, lo que evita las
obstrucciones de las líneas y zonas atacadas. Estos sedimentos pueden ser retirados
de la superficie de la plancha con un pincel suave, debiendo ser esta práctica
más cuidadosa si se está mordiendo una aguatinta o un barniz blando. De todos
modos, es recomendable retirar las partículas de sedimento que aparecen en la
superficie de modo regular con un colador o filtro de papel para evitar que la
solución se vuelva alcalina, aumentando así su durabilidad. A esta
reformulación del Bordeaux Etch de
Cedric Green, Kiekeben le da el nombre de Saline
Sulphate Etch.
Para
eliminarlo, cuando la solución se desgasta, aconseja neutralizarla con carbonato
de sodio y diluirla en grandes cantidades de agua. Posteriormente puede verterse al desagüe, aunque es
conveniente recoger los depósitos sólidos que quedan en la cubeta, guardarlos
en un frasco cerrado (sobre todo si se ha mordido zinc o aluminio) y averiguar las disposiciones locales para desechar
químicos. Si se ha usado poca cantidad de solución, se puede dejar evaporar en
una cubeta plana y luego recoger los cristales, meterlos en una bolsa y
eliminarlos de forma segura.
Características Generales del Mordiente Salino de Sulfato de Cobre:
- La fuerza del baño depende de la saturación de
la solución.
- La solución fresca de sulfato sin sal tiene un
color azul intenso y su PH puede variar entre 3 y 4.
- Cuando la solución se desgasta, pierde
intensidad el color azul y aumenta el PH.
- La solución fresca de sulfato con sal tiene un color verdoso.
Recomendaciones para el grabador:
- Utilizar guantes para proteger la piel ya que la
solución puede ser irritante, sobre todo si hay lastimaduras.
- No es necesario utilizar mascarillas porque no
se producen vapores tóxicos. Las burbujas de hidrógeno que se liberan no son
peligrosas para las personas ni contaminantes para el taller.
Es aconsejable que la disolución del sulfato de
cobre se realice el día anterior ya que este proceso no es inmediato y, cuando
la solución se agota (su color azul turquesa se desvanece), se puede reactivar
añadiendo más sulfato de cobre. Los sedimentos que se producen en la mordida se
reducen agregando sal común (no yodada). Lo que es imprescindible si se muerde
aluminio.
Es nuestro
objetivo trabajar en una doble sintonía, por un lado, con las corrientes de la
gráfica actual que estimulan el desarrollo de técnicas y procedimientos a
partir de la incorporación de materiales menos tóxicos y, por otro, con el reconocimiento
de nuestra realidad como artistas y docentes en un país periférico que nos
exige adaptar procesos y materiales en función de nuestras posibilidades
concretas de acceso a los mismos. En este punto, la opción por el sulfato de
cobre se justifica largamente por varios motivos: su bajo riesgo, su bajo costo
y la posibilidad de utilizarlo en las planchas de hierro, sin las consecuencias
del nítrico, logrando excelentes resultados. Asociado a esta ventaja, se agrega
que este metal, sustancialmente más económico que cualquier otro a nuestro
alcance, facilita la experimentación de los procedimientos calcográficos en
formatos de mayor tamaño permitiendo un buen desarrollo tanto a nivel expresivo
como técnico.
Nuestros
desarrollos, a este respecto, se centraron en la sustitución del ácido nítrico
como mordiente para las planchas de hierro y hemos comprobado que una solución
saturada de sulfato de cobre y cloruro de sodio (sal de mesa) permite morder
estas planchas, tanto de manera más saludable como efectiva. Posteriormente se aplicaron a imágenes personales, concebidas a partir
de bocetos preestablecidos, que requirieron un plan de trabajo pautado para su
concreción, pretendiendo con esto demostrar la viabilidad de las planchas de
hierro grabadas con un mordiente salino a base de sulfato de cobre en la
construcción de una imagen calcográfica minuciosa.
En este punto, ofrecemos una breve guía de trabajo
para el taller de grabado que contemple el uso de estos materiales, más
económicos y accesibles que los tradicionales y que nos brindan amplias
posibilidades expresivas sin arriesgar nuestra salud.
Mordiente salino saturado
para
planchas de HIERRO
|
Se disuelven 250 g. de sulfato de cobre en
1
l. de
agua.
|
Se disuelven 250 g. de cloruro de sodio (sal de mesa)
en 1 l.
de agua.
|
Transcurridas
aproximadamente 24 hs. se mezclan ambas soluciones para generar el mordiente.
|
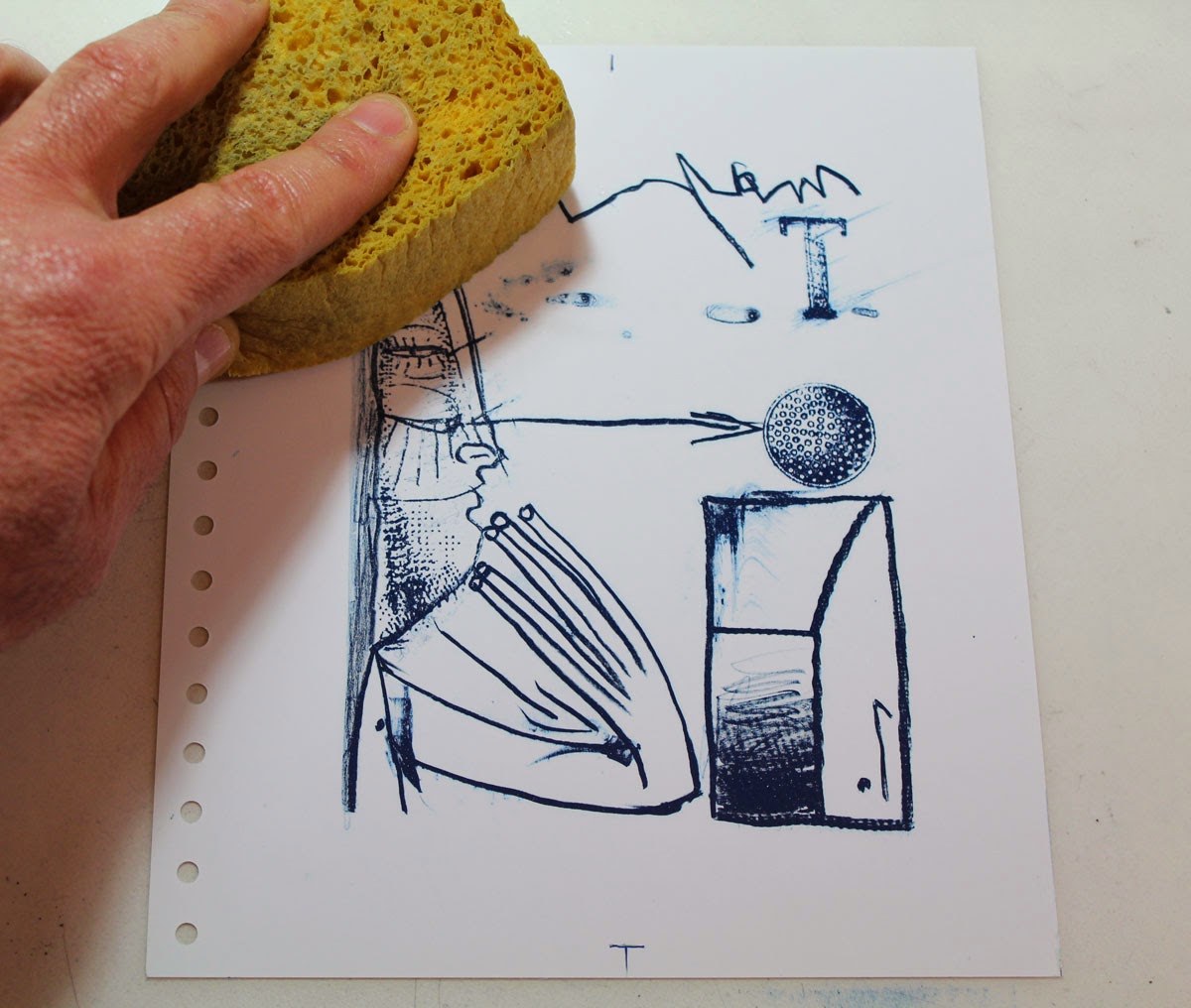
La imagen que sigue
corresponde a un ejercicio de valores de líneas de aguafuerte realizado sobre
una plancha de hierro pulida a espejo y protegida con pintura asfáltica. Se
utilizó un mordiente salino a base de sulfato de cobre siguiendo las proporciones
de la formulación anterior.
Escala de valores de aguatinta
realizada sobre chapa de hierro pulida a espejo y atacada con el mismo
mordiente salino que la anterior. La diferencia radica en que el resinado se
realizó con caja resinadora. Se puede observar que los planos obtenidos son más
homogéneos y sus valores tienen mayor densidad. Se lograron 9 valores en total,
manteniendo el mismo tiempo total de exposición. La leve textura que se observa
en algunas áreas de valores altos corresponde a la generada por la acumulación
de sales que se producen durante la mordida y que no fueron convenientemente
retiradas.
Bibliografía
BERNAL PÉREZ, M. (2013). Tecnicasdegrabado.es [Difusión virtual de la gráfica impresa] Disponible en: http://issuu.com [Consulta
02/05/2013]
BOEGH, H. (2010) Manual de Grabado No Tóxico. Barnices acrílicos. Film de foto polímero,
Planchas solares y su mordida. Copenhague: Henrik Boegh y Forlaget Boegh.
FIGUERAS FERRER, E.
(editora) (2004) El grabado no tóxico:
Nuevos procedimientos y materiales. Barcelona: Publicacions i edicions de la Universitat de Barcelona
FIGUERAS FERRER, E. (2008) Un taller de grabado sostenible:
materiales menos
tóxicos
y minimización de residuos. Disponible en
http://diposit.ub.edu/dspace/bitstream/2445/5041/1/Un%20taller%20de
%20grabado%20sostenible.pdf
[Consulta 11/03/2010]
FIGUERAS FERRER, E. y PÉREZ MORALES, I. (2008) Guía
Técnica: La manipulación segura de productos químicos en grabado. Barcelona:
Publicacions i edicions de la
Universitat de Barcelona.
FIGUERAS
FERRER, E. Gráfica no tóxica. Disponible
en: www.ub.edu/gravat/
[Consulta
07/05/2012]
KIEKEBEN, F. (2012) The toxicity of solvents. Nontoxicprint. Disponible en:
http://www.nontoxicprint.com/toxicityofsolvents.htm
[Consulta 03/04/2013]
KIEKEBEN, F. (2012 b) Safe solvents. Nontoxicprint. Disponible en:
http://www.nontoxicprint.com/safesolvents.htm
[Consulta 03/04/2013]
MELANO, A. (2013) Apuntes. Material de la
cátedra Grabado II Comisión B – (Sin editar). Esc. De Bellas Artes. Facultad de
Humanidades y Artes. Universidad Nacional de Rosario.
MELANO, A. (2013) Grabado Menos Tóxico. El
sulfato de cobre y otros materiales alternativos en el grabado calcográfico. Tesis de Licenciatura (Sin editar) Esc. De
Bellas Artes. Facultad de Humanidades y Artes. Universidad Nacional de Rosario.
MORA PERAL, P. (2010) El grabado no tóxico,
bases acrílicas, mordientes salinos, film foto polímero tintas de base al agua.
Disponible:
http://www.pmpgrafix.org/spip.php?article10 [Consulta 04/10/2010]
MORA PERAL, P. (2010 b) 2ª parte. El grabado
no tóxico, bases acrílicas, mordientes salinos, film foto polímero tintas de
base al agua.
Disponible:
http://www.pmpgrafix.org/spip.php?article11 [Consulta 04/10/2010]
PERAL, M. (2002) Introducción al grabado no
tóxico con materiales de bajo costo y fácilmente accesibles. (Sin editar) Trabajo de
investigación para adscripción a la cátedra Taller de Grabado II – Esc. de
Bellas Artes. Facultad de
Humanidades y Artes. Universidad Nacional de Rosario.
SEMENOFF, N. (2009) The Chemistry of using Copper Sulfate Mordant.
Disponible en: http://www.ndiprintmaking.ca/?p=74 [Consulta: 11/03/2013]